



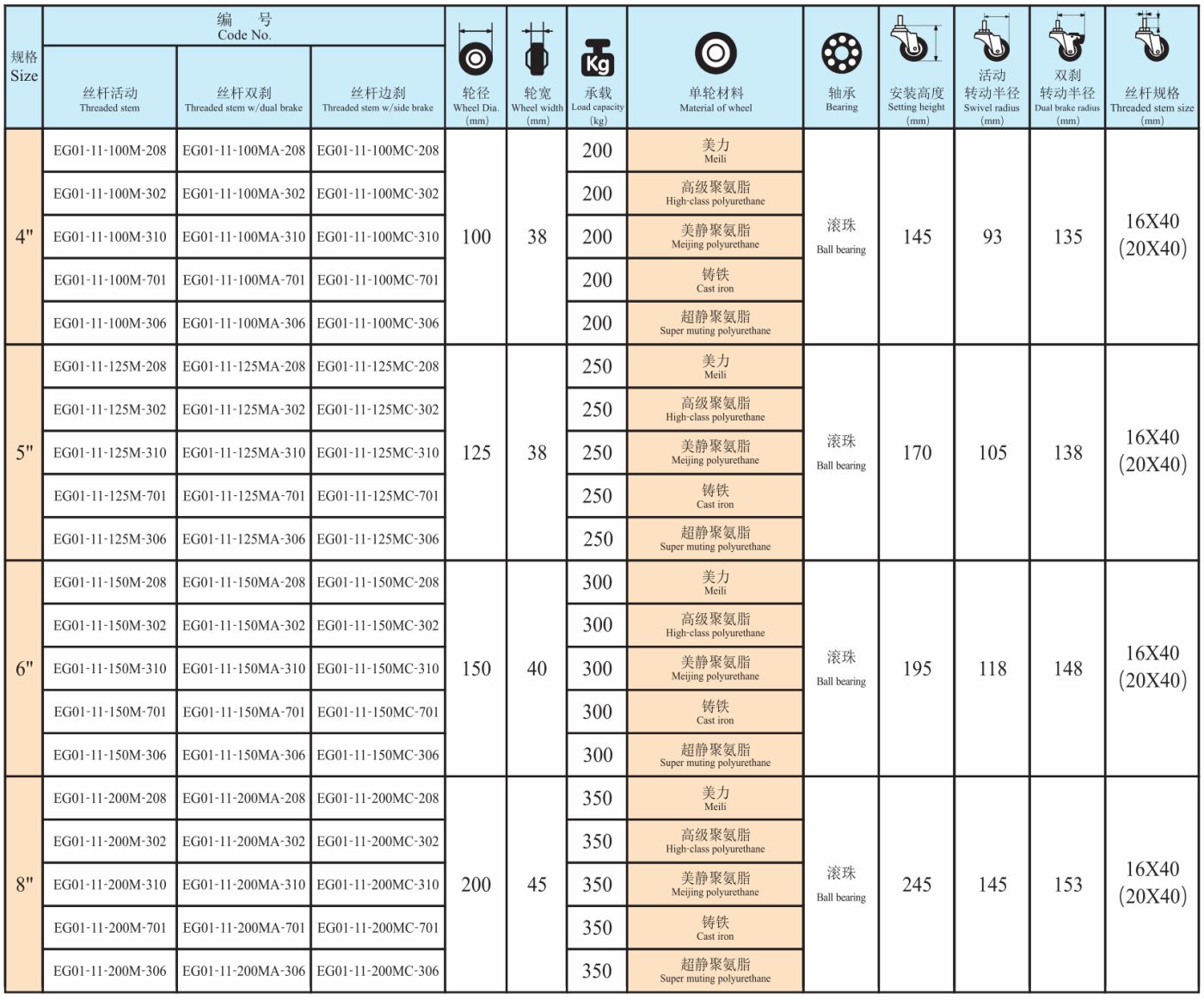
Колеса для тележки с резьбовым стержнем повышенной прочности из полиуретана/нейлона/чугуна – СЕРИЯ EG1

1. Высококачественные материалы, закупаемые со строгой проверкой качества.
2. Каждый продукт строго проверяется перед упаковкой.
3. Мы являемся профессиональным производителем уже более 25 лет.
4. Принимаются пробные заказы или смешанные заказы.
5. Заказы OEM приветствуются.
6. Оперативная доставка.
7) Любой тип роликов и колес может быть изготовлен по индивидуальному заказу.

Мы используем передовые технологии, оборудование и высококачественные материалы, чтобы обеспечить гибкость, удобство и долговечность нашей продукции. Наши изделия устойчивы к износу, ударам, химической коррозии, низким и высоким температурам, не имеют рельсов, защищают пол и обладают низким уровнем шума.

Тестирование

Мастерская
Нейлоновые литейные формы, производимые компанией Globe Caster, обладают лёгкостью, высокой прочностью, хорошей ударной вязкостью, низкой ползучестью, износостойкостью и химической стабильностью. В руководстве по применению мы часто слышим о том, что нейлоновые литейные формы кипятят в кипящей воде. Зачем? Globe Caster расскажет вам об этом.
В случае с нейлоновыми промышленными роликами это напрямую связано с влажностью материала и его прочностью. Новые литые нейлоновые промышленные ролики обычно подвергаются сушке, и содержание влаги в них обычно составляет менее 0,03%. Ударная вязкость сухого материала в этот момент очень низкая, а его эксплуатационные характеристики относительно хрупкие. В условиях определённой влажности материал естественным образом впитывает влагу, и ударная вязкость продолжает расти по мере повышения влажности.
Однако при промышленном производстве продукт, как правило, не выдерживается более трёх месяцев перед отправкой, и естественное влагопоглощение будет нестабильным. Например, при высокой влажности весной и летом и низкой осенью и зимой естественное влагопоглощение, безусловно, различается. Поэтому, помещая изделие в кипящую воду на определённое время, можно добиться того, чтобы материал стабильно впитывал влагу за короткий промежуток времени.
Нейлоновый пластик для промышленных отливок обладает хорошей гигроскопичностью, поэтому перед обработкой его необходимо высушить. Обычно сушка проводится при температуре 90-110 градусов Цельсия в течение 4-6 часов. Ванда напоминает, что для достижения высокой прочности после обработки и улучшения эксплуатационных характеристик нейлона отливки следует погружать в воду более чем на 24 часа или кипятить более 3 часов.
Категории продуктов
-

3-5-дюймовый переключатель с верхней пластиной из ПУ/ТПР средней легкости...
-

Колеса поворотные полиуретановые для тележки 75 мм, 100 мм, 125 мм
-

Отверстие для болта Поворотный тормоз PU/TPR Промышленный ролик...
-

Промышленные ролики с верхней пластиной из ПУ/ТПР, колеса из ПУ...
-

Производитель верхней пластины Промышленная машина средней грузоподъемности...
-

Резьбовой стержень PU/TPR Фурнитура для фурнитуры Caste...
-

Прочный полиуретан/нейлон/термостойкий промышленный чехол...
-

Фиксированные/поворотные ролики для тележки с нейлоновыми/полиуретановыми колесами...
-

Фиксированные/поворотные роликовые колеса из ПУ/ТПР для тележки с/...
-

Тележка с резьбовым стержнем, ролики ПУ/ТПР, фиксированные/поворотные...
-

Промышленный ролик с отверстием под болт, материал ПУ/ТПР...
-

Колесо из материала ПУ/ТПР средней прочности с резьбой...
-

Колеса тележки с резьбовым стержнем из ПУ/ТПР ...
-

Колесо для тележки из нейлона/полиуретана с отверстием под болт из нержавеющей стали...
-

Сверхпрочный ПУ/нейлон/чугунный тройник с резьбовым штоком...






